Цилиндры
Производим практически все типы цилиндров, используемых в процессах литья под давлением или экструзии. В то время как цилиндры для литья под давлением должны быть устойчивы к высокому давлению впрыска, для экструзионных цилиндров может потребоваться использование цилиндров дегазационного типа для удаления летучих веществ и использование систем подачи с канавками для трудно подаваемых материалов. Наши конструкции отвечают всем этим требованиям.
Нарезные загрузочные секции
Питающие канавки используются в большинстве современных экструзионных процессах. При использовании «мягких» или «твердых» канавок подачи достигаются такие преимущества, как более высокая производительность, стабильное и более высокое давление в пресс-форме и более эффективная подача материалов с высокой вязкостью.
Предлагаем нарезные загрузочные секции с различными профилями каналов, прямой и спиральной формы.
Материалы цилиндра
| Норма | Материал | Термическая обработка | Твердость | Предел прочности при растяжении (Н/мм²) | Глубина твердости (мм) |
| 1.8550 | 34CrAlNi7 | нитрирование | 900-1050 HV5 | 850-1050 | 0,5-0,7 |
| 1.8519 | 31CrMoV9 | нитрирование | 750-850 HV5 | 900-1100 | 0,3-0,4 |
| 1.7225 | 42CrMo4 | нитрирование | 560-630 HV5 | 800-950 | 0,2-0,3 |
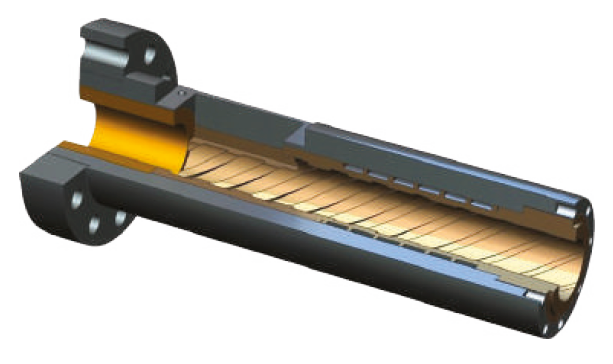
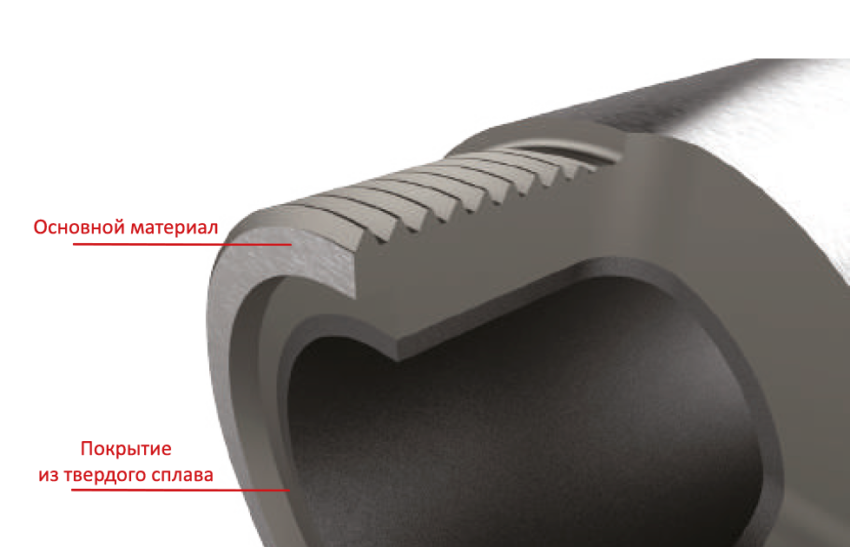
Биметаллические цилиндры
Если срок службы цилиндра короткий из-за использования абразивных или коррозионно-активных добавок или наполнителей, правильным решением является его смена.
Благодаря специальной технологии центробежного литья для нанесения высокоабразивных и коррозионностойких сплавов на изнашиваемые поверхности ствола, эти покрытия позволяют длительное время эксплуатировать цилиндр без изменения технологических условий даже при содержании до 50% стекловолокна.
Предлагаем Вам подходящий базовый материал для экструзии или литья под давлением с подходящим биметаллическим покрытием для эффективного срока службы.
Биметаллические сплавы для покрытий цилиндра
| Тип защиты | Основа сплава | Компоненты сплава | Твердость (RT) | Стойкость к износу | Коррозионная стойкость |
| F 121 | Fe-Cr | Cr, Mo, Ni, B, C | 65-69 HRc | *** | *** |
| N 115 | Fe-Cr | Cr, Mo, Co*, B | 49-53 HRc | * | ***** |
| N 216 | Ni | Cr, Mo, Co, B, W*, C | 53-57 HRc | ***** | **** |
*В зависимости от условий работы биметаллические цилиндры служат в 2-5 раз дольше, чем азотированные.
F 121: Может использоваться вместо азотированного цилиндра и прослужит в 2 раза дольше. Сплав сбалансирован по стойкости к истиранию и коррозии. Может использоваться до 30% стекловолокна.
N 115: Специально используется для защиты от коррозии.
N 216: Используется для экстремально абразивных применений (например, 50% стекловолокна), состоит из микрочастиц карбида вольфрама, включая антикоррозионный сплав.
Основные материалы биметаллических цилиндров
| Параметры производства цилиндров | Предел текучести при RT (Н/мм²) | Предел текучести при 300°C (Н/мм²) |
| М 36 | 800 | 360 |
| М 58 | 980 | 580 |
| Параметры производства цилиндров | Диаметр (мм) | Макс. длина (мм)* |
| Азотированные шнеки | 20-200 | 5.000 |
| Биметаллические шнеки | 20-200 | 5.000 |







